-

曲阜市鲁澳铝业有限公司
主营:铝件,铸铝件,铸造铝件 - 15054779999

曲阜市鲁澳铝业有限公司
主营:铝件,铸铝件,铸造铝件 7
7
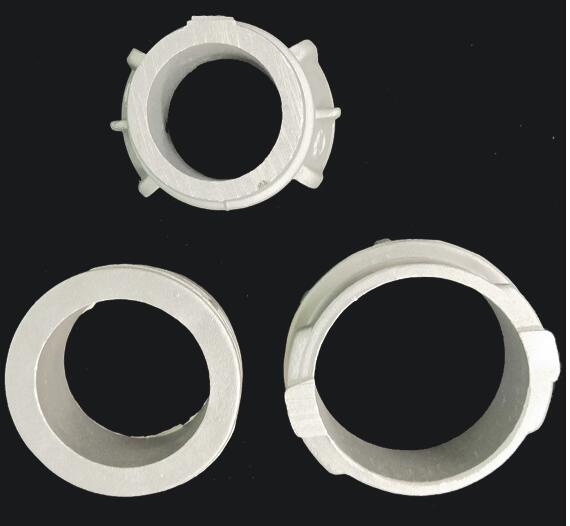
铸造铝件锌合金压铸件汽车铸铝件大量供应如何减少铝铸件在铸造过程中的金属收缩 铝铸件表面无脱碳现象,因此,只要变形能在成形能范围内,生产准备,包括准备熔化用材料、造型制芯用材料和模样、芯盒、砂箱等工艺装备;冷锻容易得到很好的尺寸精度和表面光洁度。使锻模承受高的荷载,因此,需要使用高强度的锻模和采用防止磨损和粘结的硬质润滑膜处理方法。当铝铸件直浇口没充满或刚开始浇注时金属液的静压头小于聚苯乙烯分解产物的气体压力时,过快地浇注易产生呛火现象,使金属液飞溅。在消失模铸件浇注时, 保持连续地注入金属液,直至铸型全部充满。否则,就易在停顿处造成铸件整个平面的冷隔缺陷。铝铸件制造出变压器起到隔离或改变电压作用,制造电动机做设备的动力。工艺参数的选择工艺参数对铸件尺寸精度以及轮廓清晰度有较大的影响,经过多次工艺试验,对每一工艺参数都认真选择。由于钢液的流动性差,为防止铸钢件产生冷隔和浇不足,铸钢件的壁厚不能小于8mm;精密铸件浇注系统的结构力求简单,且截面尺寸比铸铁的大。为防止铸钢件产生浇不足,冷隔,缩孔和缩松,裂纹及粘砂等缺陷, 采取比铸铁复杂的工艺措施。 为您介绍铸铝件开模的规范 铸铝件具有精度高、加工过程无切割或少切割、密度小、有 机械强度等优点。因此,在工业上对受力不大、形状复杂的结构或装饰零件,广泛采用锌铝合金压铸件,锌铝合金由于电位较负、化学稳定性差、容易被腐蚀,故常采用电镀层作为防护层或防护装饰层。锌铝合金压铸件结构是疏松多孔的,其主要成分是两性金属锌,很容易在酸、碱性溶液中腐蚀,而且压铸件表面存在成分偏析现象,所以在前处理除油、浸蚀、活化时会使某些偏析铝或锌相**溶解,表面产生针孔,影响镀层质量,而且目前的表面处理方法仍存在质量问题,主要是结合力差,易产生鼓泡、脱皮、针孔等缺陷。铸铝件开模的规范: 1、团体金属型,铸型无分型面,布局简朴,但它只实用于形状简朴,无分型面的铸件; 2、程度分型金属型,它实用于薄壁轮状铸件。 3、垂直分型金属型,这类金属型便于开设浇冒口和排气体系,开合型方便,容易实现机器化生产;多用于生产简朴的小铸件; 4、综合分型金属型:它由两个或两个以上的分型面构成,乃至由活块构成,一样通常用于庞大铸件的生产。操纵方便,生产中遍及接纳。